
Los electrodos de las baterías de flujo generalmente están hechos de fieltro y tela para electrodos. El proceso implica convertir la fibra preoxidada en fieltro o tela mediante tecnología textil, seguido de carbonización, grafitización y activación para producir los electrodos. El paso más crítico que afecta el rendimiento del material del electrodo es el paso de activación. El proceso de activación convencional se lleva a cabo mediante activación por oxidación, que normalmente implica un tratamiento térmico a alta temperatura con aire o aire mezclado con algo de vapor de agua, para injertar diferentes grupos funcionales activos (generalmente grupos hidroxilo y carboxilo) en la superficie de las fibras de carbono, logrando efectos hidrófilos. Debido al grabado oxidativo, el área de superficie específica de las fibras de carbono aumenta y los sitios activos mejoran, produciendo así materiales de electrodos hidrófilos bien activados. Este proceso se caracteriza por su simplicidad, conveniencia y bajo costo. Sin embargo, tiene el inconveniente de no poder controlar con precisión la proporción y cantidad de grupos funcionales que contienen oxígeno. Los enlaces químicos de los grupos hidroxilo y carboxilo de las fibras de carbono son propensos a romperse y desactivarse; el proceso de activación por oxidación conduce a la aparición de grafito oxidado en la superficie de las fibras de carbono grafitizadas, lo que resulta en una mala conductividad; el aumento del área de superficie específica debido al proceso de activación por oxidación es extremadamente bajo, generalmente no excede los 2 m²/g, y el aumento en los sitios de reacción es relativamente pequeño.
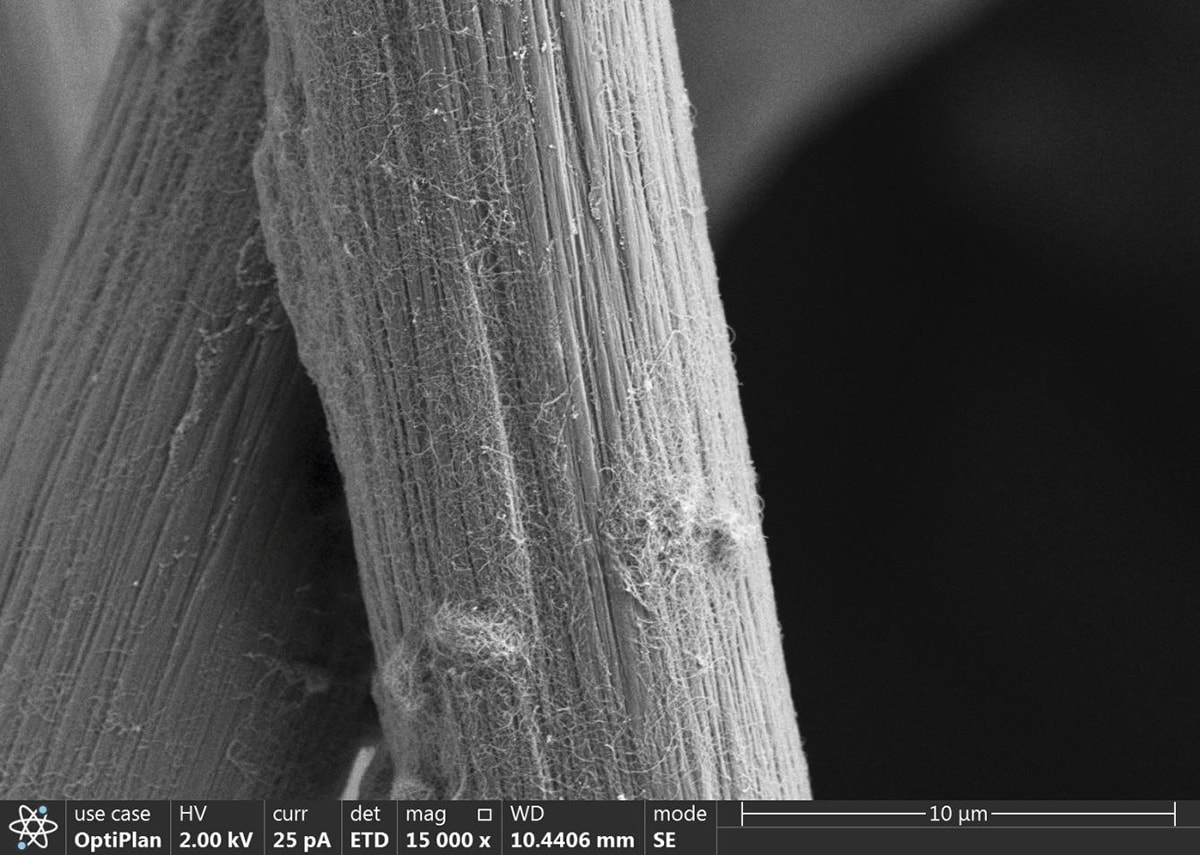
Nuestro proceso de activación implica depositar nanotubos de carbono en la superficie de fibras de carbono grafitizadas mediante un proceso continuo de deposición de vapor. Al controlar el flujo de gas y las condiciones de presión, los nanotubos de carbono se recubren uniformemente sobre la superficie de las fibras de carbono (debido a la ausencia de catalizadores, los nanotubos de carbono sólo pueden adherirse y crecer sobre las fibras de carbono, lo que a su vez da como resultado un recubrimiento apretado de nanotubos de carbono que no se cae). Luego, mediante nitruración, se injertan estructuras de pirrol y piridina para inhibir la reacción secundaria de desprendimiento de hidrógeno. Finalmente, se producen reacciones de oxidación en varias zonas de temperatura para injertar grupos funcionales que contienen oxígeno en la superficie.
Las características de este proceso son:
1. El fenómeno capilar formado al depositar nanotubos de carbono logra efectos hidrófilos mediante un método físico, haciéndolo menos propenso a la desactivación;
2. El área de superficie específica es grande, típicamente ≥10㎡/g, que es de 5 a 10 veces mayor que la de los procesos convencionales;
3. Hay un grabado de oxidación mínimo y la resistencia interna del electrodo es baja. Este proceso difiere de los métodos convencionales de activación por oxidación que dañan las fibras de carbono. No sólo no daña las fibras de carbono, sino que también ayuda a aumentar la conductividad y la resistencia de las fibras de carbono, e incluso puede producir electrodos duros mediante una alta deposición. Generalmente, la eficiencia de voltaje de un electrodo de 2,5 milímetros es generalmente ≥88%, mientras que la de un electrodo de 4,35 mm de espesor es generalmente ≥87%, lo que demuestra un rendimiento excelente. Nuestra empresa tiene el primer horno continuo de deposición de vapor CVD en China, que se utiliza para el crecimiento in situ de CNT mediante deposición de vapor CVD. Ha pasado por más de 10.000 ciclos con una pérdida de ciclo de ≤0,5%. El área de superficie específica de los fieltros y telas de electrodos suele ser de alrededor de 12㎡/g, siendo el máximo alcanzable de 600㎡/g. Los CNT tienen un diámetro de 8-10 nm y una longitud de 100-200 nm.
| Nombre | Unidad | Paño para electrodos | Fieltro de electrodo | Observaciones | |||||||
| ① | ② | ③ | ① | ② | ③ | ④ | ⑤ | ||||
| Espesor | mm | 0,6±5% | 0,8±5% | 0,9±5% | 2,5±7,5% | 4,35±7,5% | 5,0±7,5% | 6,0±7,5% | 7,0±7,5% | Otras especificaciones se puede personalizar según necesidades del cliente | |
| Número de modelo | - | OEPLG-XX4235-7.5 | OEPLG-XX4542-7.5 | OEPLG-XX3543-7.5 | OEPLG-2.57.5 | OEPLG-4.356.5 | OEPLG-5.06.5 | OEPLG-6.06.5 | OEPLG-7.06.5 | ||
| densidad | gramos/cm³ | 0,3-0,4 | 0,08-0,11 | ||||||||
| Ancho | m | 1.3-1.5 | 1,42-1,45 | ||||||||
| fuerza de ruptura | radiales | N | ≥20 | ≥10 | |||||||
| zonas | ≥30 | ≥10 | |||||||||
| Térmica conductividad | verticales | W/m·k | 5 | 0.28 | |||||||
| cuadrado valor de resistencia | Ω/口 | 0,12-0,4 | 0,2-0,5 | ||||||||
| Contenido de carbono | % | ≥99,90 | ≥99,90 | ||||||||
| Tasa de transporte de líquidos | ×100% | 9 | 10 | 11 | 22 | 12 | 14 | 11 | 11 | ||
| Fibra tasa de desprendimiento | % | ≤0,5 | ≤0,5 | ||||||||
| Específico superficie | m²/g | 9-15 | 9-15 | ||||||||





")




